通常根据DIN EN ISO 13018的要求进行目视检查,这是最重要的检查之一,也是第一次焊缝检查。顾名思义,目视检查是由训练有素的专业人员对焊缝表面进行仔细检查。这样,可以立即检测到形状、尺寸和表面结构的任何明显偏差。然而,在目视检查焊缝时,需要克服一些挑战。根据ISO标准,应在焊接接头处充分照明,亮度至少达到500勒克斯。然而,进行检查的室内往往无法做到充分照明,且焊缝通常位于难以触及的焊件区域。这意味着通常会用到手电筒。此外,还会用到各种手动测量工具,如卡尺、三刻度尺、焊缝测量尺等。检查员利用这些工具进行多次测量,然后将结果与焊接工艺检测标准规定的容许标准进行比较。但许多手动步骤意味着很可能出错。目视检测需要花费大量时间,特别是对于难以接近的焊缝,而无法提供目视焊缝检查的数字化测试报告也使得难以追踪和检查以后出现的缺陷。自动焊缝检测可能是解决这一问题的理想解决方案。但这些焊缝检测程序能否实现自动化和标准化?
借助ZEISS最大限度地保证焊缝质量
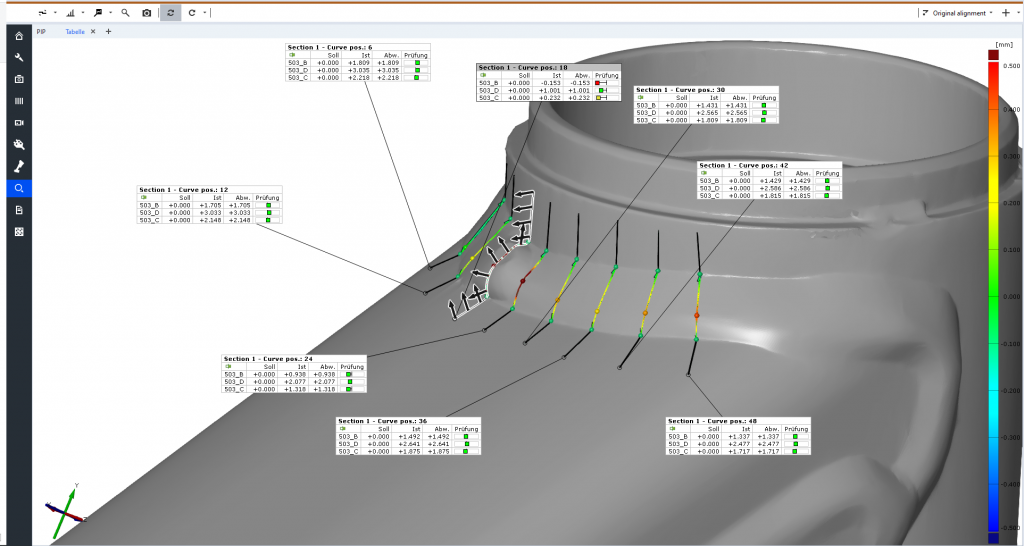
Stahlotec GmbH向我们的HandsOnMetrology(我们的三维扫描网络)团队提出了这一问题。我们共同开发了全新“Weld Check”软件功能包。这样可根据DIN EN ISO 5817,利用三维扫描和ZEISS INSPECT检测软件实现自动焊缝检测。该标准适用于钢、镍、钛及其合金焊接接头的质量评估。手持式ZEISS T-SCAN hawk 2可用于扫描整个零件以及更小的区域,包括焊缝。通过这种方法,数秒内即可构建零件的数字化三维模型,并用于在ZEISS INSPECT检测软件中进行评估。检测软件使用全新“Weld Check”功能检测与目标值的任何偏差,并根据设定的公差进行评估。此外,即使焊缝位于难以接近的区域,也可进行可靠地检测。